
TOP > 圧入部品
圧入部品ならサンテクス
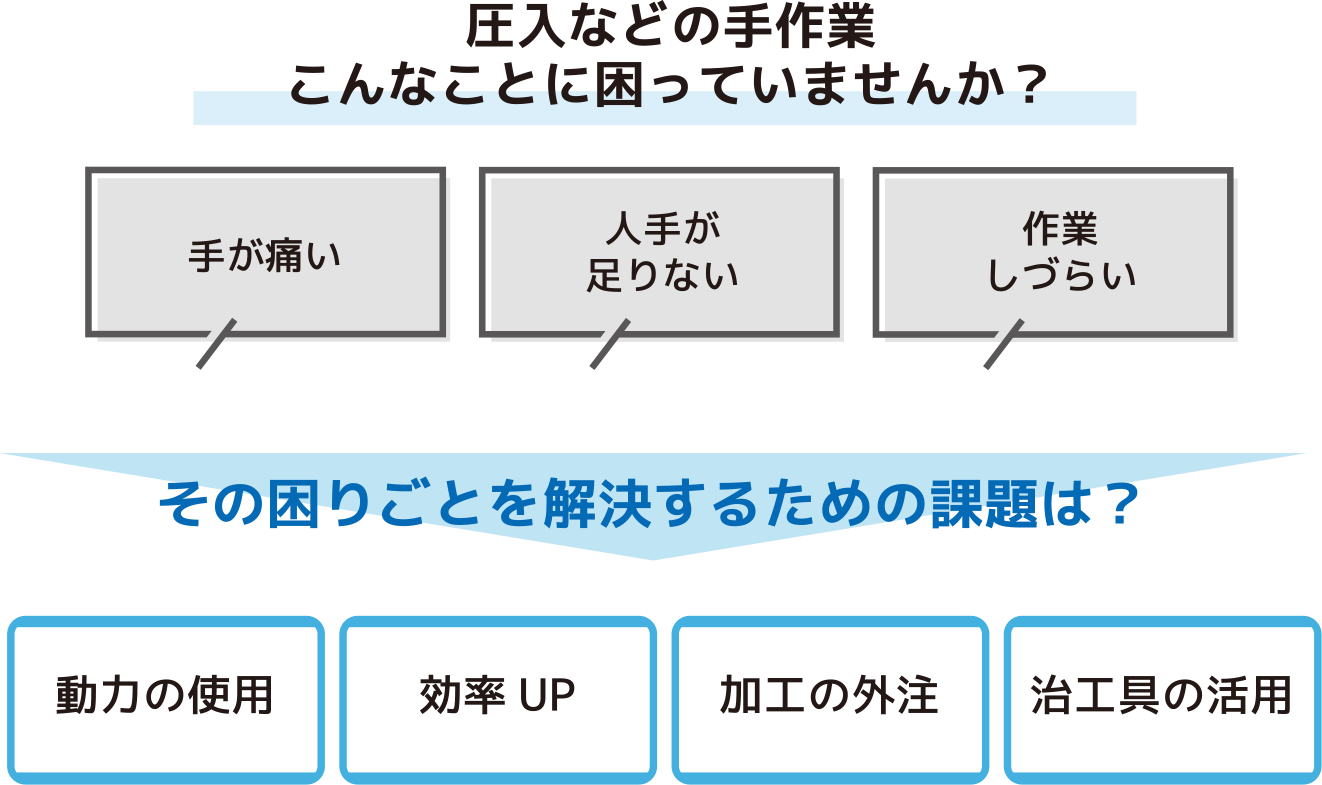
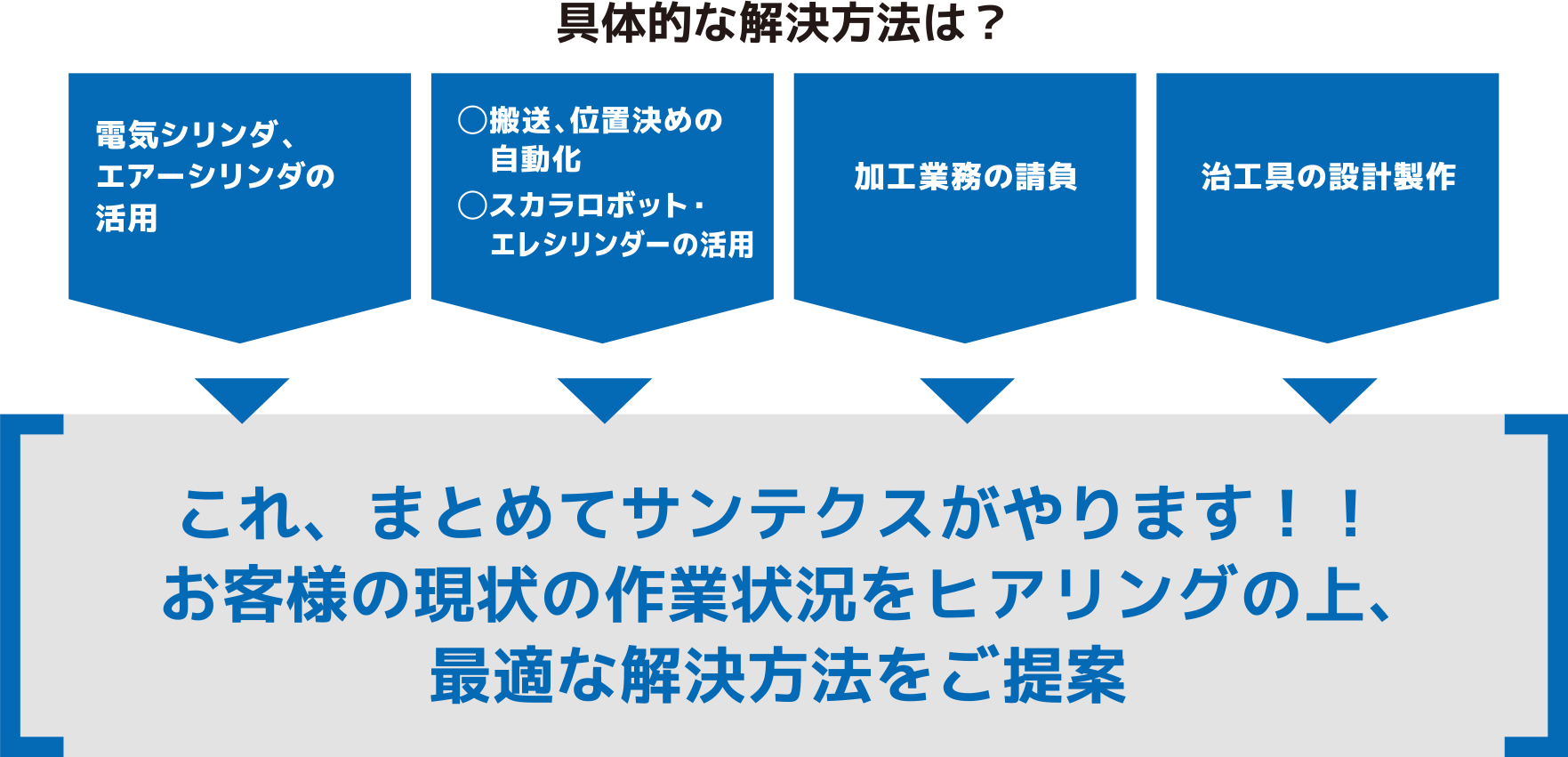
サンテクスでは部品の圧入受託加工だけでなく、お客様の工場で圧入加工する際の圧入機器の設計製作・自動化の支援も行なっております。
圧入のことならサンテクスにご相談ください。
旋盤加工 + 圧入部品
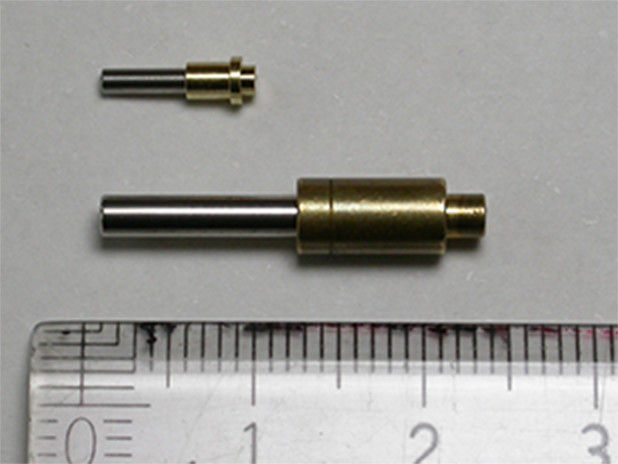
ビデオカメラ部品
コストを下げるためステンレスの一体物から、ステンレスと真鍮部品に分けた部品です。圧入という工程増により、コスト高になるケースもありますが、オリジナル圧入機を利用することでコスト抑制し製作いたしました。

角度の異なる箇所に3か所圧入
3か所同時圧入は不可能なため角度を決めながら1か所ずつ圧入圧入時の荷重で偏ってしまうため、治具にて工夫。圧入部0.6Φのため、曲がり対策も行う。

圧入時の荷重で偏ってしまうため、治具にて工夫。圧入部0.6Φのため、曲がり対策も行う。

旋盤加工品+樹脂圧入
樹脂の肉厚が薄く、クラックが入ってしまうため、圧入スピードを工夫し製作致しました。
その他の圧入事例

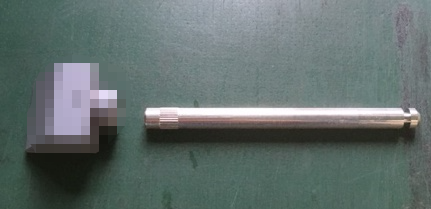
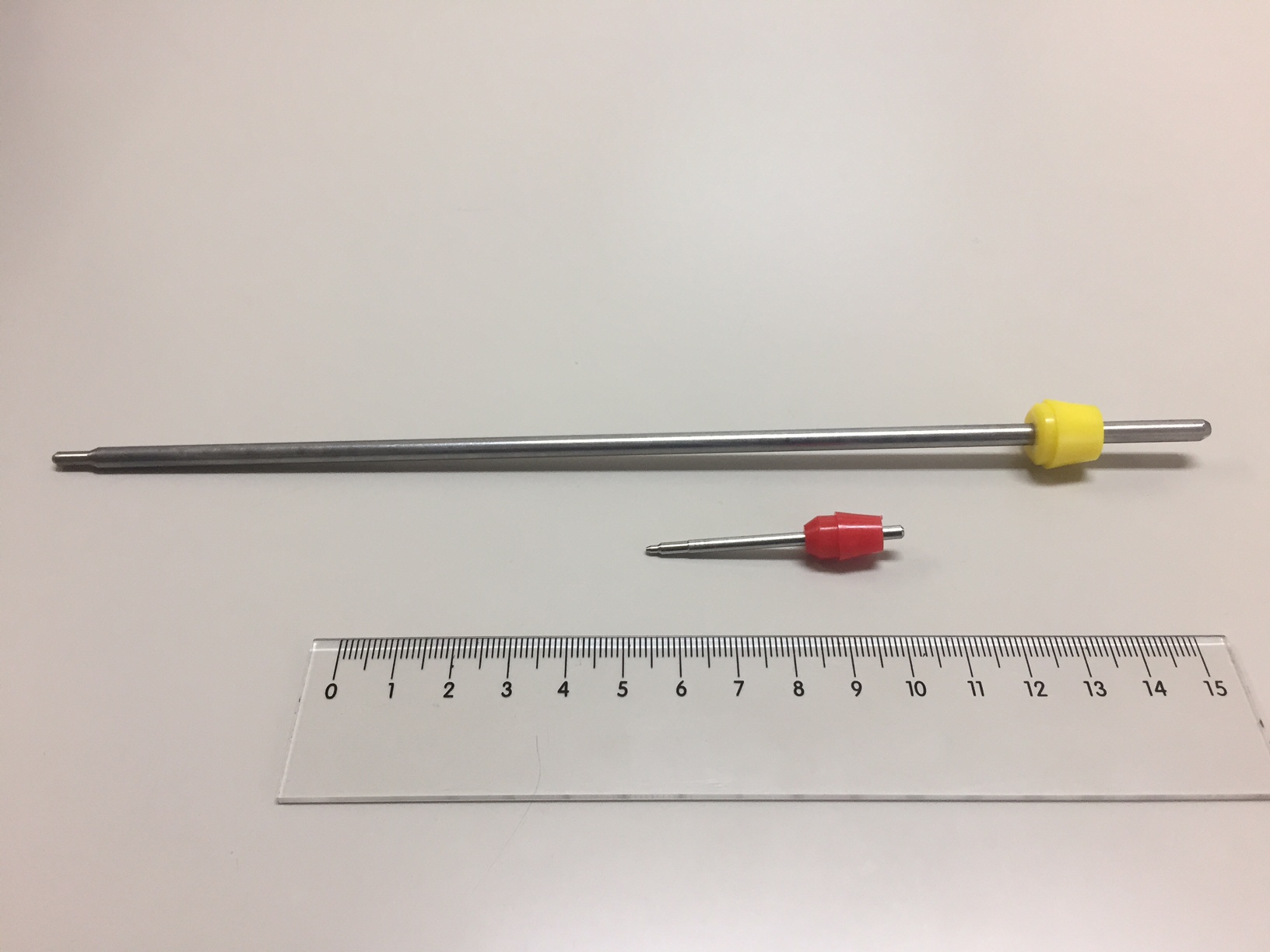
樹脂部品へ圧入
ヒーターへの使用部品。樹脂部品(黄色)に穴をあけて切削シャフトを圧入。圧入には専用の治工具を製作して加工を行います
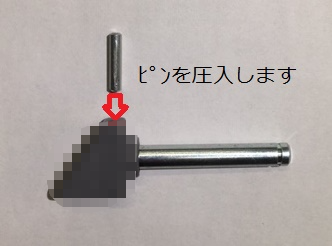
抜け防止ピンの圧入
ステンレスシャフトに横穴を開けピンを圧入し抜け防止を行います。
建築金物シャフト圧入
ステンレスシャフトを真鍮部品に圧入。圧入代の管理が重要です。

樹脂歯車(ギヤ) 圧入
樹脂歯車にステンレスシャフトを圧入。圧入力が低く半自動化が出来ます。
圧入とは
圧入(あつにゅう)とは、下穴をあけた部材に別の軸となる部材を圧力によって入れ込み接合することを指します。圧入の作業では穴と軸の隙間がほとんどない状態で、道具を一切使わない手作業では入れ込むことできません。
圧入時の穴と軸の寸法差を「はめあい」と呼び、JIS規格の「はめあい選択の基礎/寸法公差及びはめあい (JIS B 0401-1,-2(1998))」にその詳細が記載されています。
簡単に抜粋すると、部品を傷つけずに分解できる程度の圧入を「打込」や「軽圧入」と呼びます。これらの圧入作業は、鉄のハンマーやハンドプレスなど道具を使えば問題なく行なえます。この程度の圧入は、位置決めピンやスプリングピン、金属ベアリングなどで積極的に利用されます。
プレス機などの大型の機械を使って圧入するものを「圧入」や「強圧入」と呼びます。このレベルの圧入になると、部品を傷つけずに分解することはほぼできません。強力な保持力を必要とする歯車の軸、力の掛かるボルトやナットの取り付けなどに利用されます。
軽圧入、圧入、強圧入のいずれであっても、ほとんどの場合で金型や治具を使って、部品を圧入します。金型の部品には摩耗や変形しないようにダイス鋼やハイス鋼などを使用し、焼入れ処理を行った材料を使用するのが一般的です。また、圧入に使用する汎用の金型もたくさん販売されています。
純粋な圧入だけでなく、穴のあいた板金を変形させて保持力を得る方法として「セルフクリンチング」と呼ばれる加工もあります。圧入加工とカシメ加工の中間的な性質を持ちますが、一般的には圧入加工の一部として扱われています。セルフクリンチングはボルトやナット、スペーサーなどに使われています。ネジ穴を切ったり、溶接したりするのが困難な薄板加工の分野でよく利用されています。
圧入のメリット
- ・熱が原因の歪みがない
- ・仕上がりがきれい
- ・異種の部材の接合ができる
- ・軽圧入なら解体しやすい
圧入加工では、溶接のように金属を溶かす必要がありません。そのため、部材に高熱が加わらないので、熱による歪みが出やすい板金であっても歪みがほとんどでません。溶接で発生するスパッタもつかないためキレイに仕上がります。
母材が鉄であっても、圧入する製品はステンレスや真鍮などの材質を選択できます。場合によっては金属以外の樹脂などでも圧入できます。異素材だからといって諦める必要がないのも圧入の大きな魅力です。
また、圧入する部材の材質を変更したり、同素材でもメッキを施したりもできるため、製品外観のアクセントにもなりやすく、スッキリとした見た目に仕上げられます。
軽圧入程度であれば、接合した部品の解体もしやすいため、分解してパーツ交換をする必要がある場合などにも最適です。
圧入のデメリット
- ・加工時に圧力がかかる
- ・穴・軸の精度が必要
- ・高温に弱い
圧入は圧力をかけてはめあう必要があるため、必然的に部品に圧力がかかることになります。そのため、圧入時にかかる圧力に耐えられる部品でないといけません。細すぎる軸の圧入であったり、圧力に負けてしまう柔らかい材質などには圧入加工は利用できません。
また、圧入時の圧力や変形によって若干の跡が残ってしまう場合があります。軽圧入ではほとんど気になるレベルではありませんが、加工時の圧力の高い強圧入になればなるほど、変形が気になるようになってきます。
圧入加工は、穴と軸の寸法差が強度に大きく影響します。そのため、圧入加工に利用する穴と軸の両部品は、はめあい交差に収まる精度で製造されていることが前提です。もし、穴と軸のどちらか一方でも、寸法公差から外れていると期待している強度が出なかったり、圧入加工に部品が耐えられなかったり、スカスカで接合できないという可能性もでてきます。
機械加工ではなく、手作業であけたドリル穴に既製品のナットを圧入する場合などでは、強度面でのトラブルが起きやすいことを頭に入れておきましょう。
精度が重要な圧入加工では、高温になると材質の熱膨張によって穴の径が広がり、接合部の強度が落ちてしまう可能性が高いです。熱源が近くにある製品に圧入を採用するのであれば、どのくらい材料が熱膨張するかを予め調べておき、強度がどれくらい落ちるのか検討しなければなりません。
他の工法との比較
「圧入」は機械的接合に分類される接合方法です。
機械的接合には、圧入の他にネジどめがあります。ネジどめの場合は、ネジを切るかナットを取り付ける必要があります。厚板やブロック状であればネジを切ることもできますが、薄板の場合はバーリングで補強する必要があります。
また、あまりにも材料が薄い場合には、バーリング加工をしても十分な強度を確保できない可能性も。厚板やブロック状の場合はタップによるネジ切りをしたほうが効率的ですが、板金への加工では「セルフクリンチングナット」を圧入するなど、状況によって使い分けるといいでしょう。
他にもカシメ・リベットなどがありますが、2つ以上の部品を塑性変形をもって接合する際に使われる加工方法で、圧入とは大きく利用用途が異なります。板金同士の接合や布や紙などの接合などに利用するといいでしょう。
機械的接合の他は「材料的接合」がありますが、こちらは金属を溶かして一体化させる「溶接」や「ロウ付け」などが含まれます。部品同士の接合の他に「溶接スタッド」なども利用法としてあげられます。
溶接やロウ付けは利用しやすい手法ではありますが、熱を加える必要があります。熱が加わると金属には必ず歪みが発生してしまいます。そのため、精度を重要視する場合にはおすすめできません。また、スパッタなどが飛び散り、外観が悪化する可能性もあるので、溶接後に塗装などの後処理の必要も出てきます。反面、溶接やロウ付けは、金型のセットなどが必要ないので「少量でも加工しやすい」「製品の大きさを選ばない」などのメリットがあげられます。
圧入の利用シーン
圧入の代表的な利用例では
- ・歯車とシャフト
- ・金型の位置決めピン
- ・電子機器筐体のスペーサー
- ・ベアリングの挿入
などがあげられます。
圧入の方法
接合したい部品の圧入される側(穴)を固定し、圧入する側(ピン)を上下するプレス機のラム側にセットしてプレスの力で押し込んでいきます。
圧入加工の多くはプレス等の専用機を使って行われます。
サンテクスでは圧入力が低い物は電動シリンダーを組み込んだ専用機で行います。(樹脂への圧入等)
材料が圧力に負けてしまわないように調節しながら圧入を行う技術と、加工後の仕上がりを考慮した部材選びの知識が、加工を成功させる必須条件となります。
圧入事例
旋盤加工 + 自動化
圧入部分
自動化による生産性の向上を達成し、コストダウンに貢献しております。